
Önce tıbbi ponksiyon iğneleri tasarımı, ilk belli olması lazım malzemelerin kalitesi konumlandırma anlayışı. Yani ne ponksiyon iğne malzemelere ihtiyacımız var kayda değer parametre standartlar?
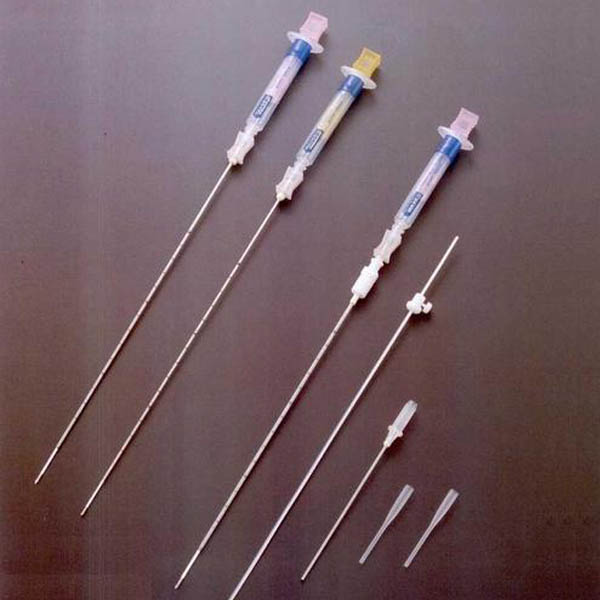
Düzlük ponksiyon iğne yapısı: düz çizgi neden önemli bir nedenidir iş seğirmesi dış iğne gövdesi ve iç iğne sonra pürüzsüz vücut işbirliği. Olursa olsun ister tüp bir vücut ya da iğne vücudu piyasadaki malzemeler temelde iki düzlük gerçekleştirin Düzlük ameliyat sırasında iğne vücudumuzun etkili ve sürtünme artacaktır. Genellikle, düzlük ölçekler için 100MM bit mesafeyi kullanın dayak veri gereksinimleri gerçekleştirmek. Örneğin, 100MM gibi atlamak için izin verilir 0.01 MM.
Pürüz ponksiyon iğne yapısı: genel ponksiyon malzeme, izin verilen pürüz Ra0 ilgili.4, pürüz ile büyük bir ilişki vardır bu operasyonun, iç çekme boru üreticileri, birçok malzemeler çünkü teknik gelir veya gereksinimleri sorunları Pürüz, bu iç çekirdek yüzey pürüz de Ra0 içinde olması gerekir.4.
Bu ponksiyon iğne sertlik: sertlik sağlamak için en temel güvencedir ponksiyon gücü sürekli kullanın, böylece parametre belirleyebiliriz en iyi malzemenin düzlük sağlanması koşulu altında sertlik. Genel olarak, sertlik bizim 420 HV360 arasında hiç bir problem yok.
Bu ponksiyon iğne tokluk: tokluk Gelince, bu temelde iğneler çok olduğundan uzun uzunluğu iğneler için çok güçlü bir ihtiyaç vardır, ince. Cerrahi ponksiyon sırasında, ikinci delik yüzünden yapılır kısmi önyargı. Ponksiyon iğne malzemenin genel returnability cerrahi delinme doğruluğunu belirler. Sözde tokluk ne genellikle iki noktada alınan esneklik diyoruz. Dönüş testi, bu GB/T 18457-2015 standart olarak yazılır.
Ponksiyon korozyon direnci iğne: malzeme bileşimi ile hiçbir sorun yoktur, çünkü standart karşılar, sonra korozyon direnci hala görünür, ama bu nerede yüzey temizleme işlemi bizim için ortaya çıkmıştır. Kaldırmak için ihtiyacımız olan şey nedir yüzeyi demir iyonları temizleme yağ alma sonra, oksit tabakası ve olabilir işlenmiş yüzeydeki kalıntı teşvikler. Tuz konsantrasyon testidir GB/göre 18457-2015 standart T yürütülmektedir.







Xiamen JY Machinery Technology Co.,Ltd










